In the oil, gas, and petrochemical industries, the efficient separation of multiphase fluids is a crucial step in the production and processing chain. Fluids extracted from oil and gas wells are typically a mixture of gas, oil, and water, and in some cases, solids. If this multiphase stream enters downstream equipment without proper separation, it can reduce efficiency, increase corrosion, damage compressors and pumps, and pose a safety risk.
Among the various separator types, the horizontal twin-cylinder separator, as a complex and efficient device, plays a crucial role in improving separation quality and increasing operational efficiency. This type of separator finds widespread application, particularly in high-flow applications with high gas-liquid ratios. This article examines in detail the operating principle, components, advantages and disadvantages, application areas, and design features of the horizontal twin-cylinder separator.
What is a two-stage horizontal splitter?
A two-stage horizontal separator is a horizontal separator in which the separation process takes place in two successive stages in two independent chambers or sections (cylinders). This design increases separation efficiency, reduces flow fluctuations, and improves the quality of the discharge phase.
In this type of separator, the multiphase flow first enters the first stage, where the initial separation occurs primarily by gravity. The liquid is then directed to the second stage for more precise final separation. This device is therefore called a double-drum separator.
Reasons for choosing a two-phase design
With single-stage separators, especially at high flow rates or unstable flow conditions, complete phase separation may be impossible. Two-stage designs largely solve this problem by dividing the separation process into two independent parts.
The main purpose of using a two-stage horizontal separator is as follows:
- Prolong the duration of fluid retention.
- Reduction of flow turbulence
- Improvement of gas-liquid separation
- The conversion of liquid to gas is reduced.
- Reduction of the amount of gas contained in the liquid phase.
The operating principle of a two-stage horizontal separator
The operating principle of this separator combines gravity separation, liquid pumps and the use of internal components.
First phase (first semester)
The multiphase flow enters the first cylinder through the intake nozzle. This section includes the following:
- The traffic volume suddenly decreased.
- Once the gas is released, it rises to the surface of the tank.
- Most of the liquid collects at the bottom of the tank.
In this phase, newly emerging cases are initially isolated and their consequences mitigated.
Second stage (secondary separation)
The semi-separated liquid from the first stage enters the second cylinder . This section has the following structure:
- This allows for a more precise separation of gases and liquids.
- Use barriers, water barriers, protective nets, or plow sets.
- The quality of the output stage has improved significantly.
Finally, the drier gas is discharged through the upper outlet and the more stable liquid through the lower outlet.
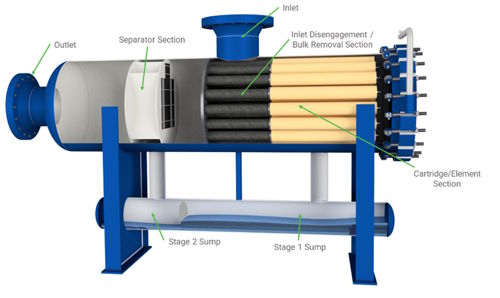
Main components of a two-stage horizontal separator
The device consists of a number of mechanical and control components, whose coordinated interaction ensures optimal performance:
- Horizontal gun barrel: It consists of two independent projectile parts, either a gun barrel or two interconnected projectiles.
- Inlet: Used to introduce multiphase flows.
- First and second stage chambers: are used for sequential separation.
- Internal components: Includes barriers, diffusers, waterproof barriers and mesh inserts.
- Time-controlled outlet pipe: located at the highest point.
- Liquid outlet nozzle: located on the underside.
- High-precision measuring instruments: level gauges, pressure gauges, thermometers and control valves.
- Safety valve: used to prevent overpressure.
Advantages of two-stage horizontal separators
Compared to a simple partition wall, the two-stage horizontal construction offers the following advantages:
- Higher separation efficiency: Because the separation process takes place in two independent stages.
- Suitable for high flow rates: offers higher performance than single-stage separators.
- Stable operation: Reduced fluctuations in fluid level and pressure.
- Reduction of liquid losses in gases: Improvement of exhaust gas quality
- Suitable for three-phase separation: thanks to a well-designed barrier construction and liquid level control.
Disadvantages and limitations
Despite the considerable advantages of this separator, it also has some limitations:
- High construction costs: due to the complexity of the construction and the abundance of interior fittings.
- Larger installation area compared to vertical partition walls.
- The devices are extremely heavy, which makes transport and installation difficult.
- More precise control is required to maintain the balance between the two phases.
Two-stage horizontal separation
This type of separator is suitable for applications that require high separation quality and high processing capacity .
- Highly productive oil fields
- Oil and gas processing plants (CPF and GOSP)
- Sustainable offshore production platforms
- Highly efficient gas-to-liquid conversion system
- Pre-separation unit before forwarding to the main system.
Compared to a single-stage horizontal distributor
- Two-stage separators are more efficient.
- Cases of withdrawal syndrome and inadequate withdrawal are relatively rare.
- Characteristic features include higher acquisition costs and greater complexity.
- Better suited for sensitive operating conditions.
Important aspects in design and selection
The following criteria should be carefully considered when selecting and designing a two-stage horizontal separator :
- Calculated flow rates for gas and liquid
- Operating pressure and temperature
- Physical properties of liquids (density, viscosity)
- Gas-liquid ratio (GOR)
- It meets design standards such as ASME and API.
The correct design of the internal components plays a very important role in the final performance of the device.
Maintenance and safety precautions
Regular inspections of the structure , the function of the control devices, the condition of the airbags, and airbag deposits are essential maintenance measures. Reliable safety valves and control systems also ensure the safety of the system.
Operator training and adherence to operating instructions are crucial for extending the service life of the separation system.
In conclusion
Two-stage horizontal separators are among the most efficient separation systems in the oil and gas industry due to their advanced design, which ensures high separation quality and throughput. Although they are more expensive and complex than simpler separators, their higher efficiency, reduced downtime, and improved safety more than offset these costs in many projects.
The correct selection of this separator type, based on the process conditions and design principles, plays a crucial role in the success and sustainability of the process.